-
"FASCINATING"
This definitely opens new ways in recycling.
Chemical Color Imaging allows recycling by spectroscopic information. -
"FASCINATING"
This food technology really exists.
Chemical Color Imaging enhances the quality of your food products.


What is Chemical Color Imaging?
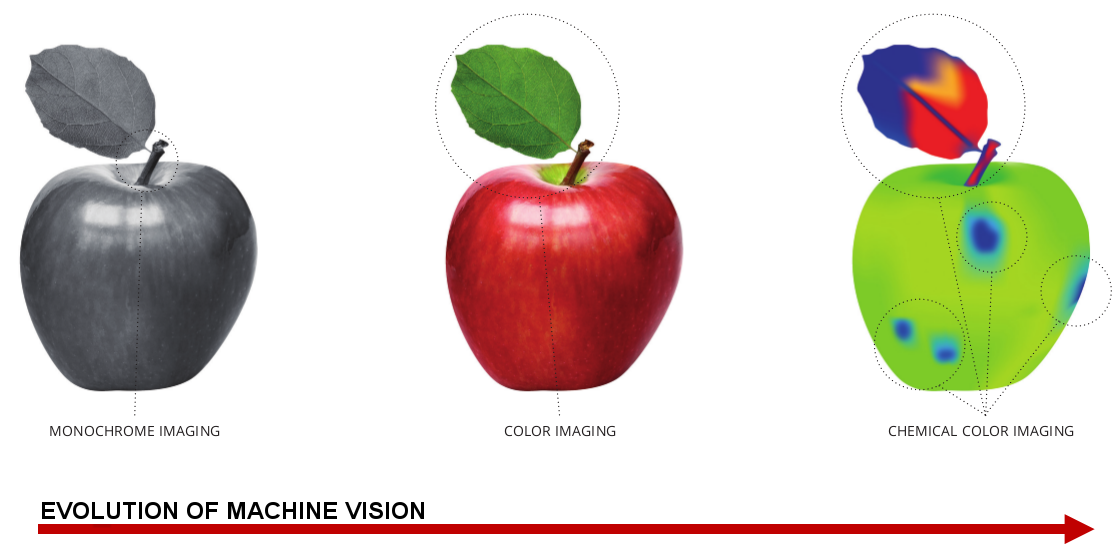
Chemical Color Imaging (CCI) represents a new processing technology, which combines essential advantages of the basic technologies of chemical imaging (hyperspectral imaging) and color imaging (Color image processing) and makes chemical material properties accessible to a completely new range of users through new approaches to data processing.
Dramatic simplifications in handling, as well as the opportunity for real-time processing of highly complex camera data, are the keys to an extensive industrial use of this chemical camera technology. The abstraction of highly complex spectral information through chemical features makes handling of the cameras on a deep level accessible to the user and interpretable, even without a profound knowledge of the basic technologies. New aspects of dealing with chemical information arise and these accelerate continuous further development of Chemical Color Imaging.
Chemical Color Imaging aims at a holistic approach considering the advantages of spectroscopic and image processing techniques. Hyperspectral cube data are described by color images holding spatial information together with spectroscopic information coded by color. Such a data format allows the perception of targeted information in a high-dimensional data set (like a cube) as well as the co-processing by means of (color) image processing methodology. As a consequence, the validation of gained perceptions can be realized by a manually or automated comparison with expectations. This circumstance simplifies the process of configuring of hyperspectral data processing (to point out specific spectroscopic information) enormously.
Chemical Color Imaging is applied typically by solution providers, like instrument builders, for industrial purposes. Its main markets today are recycling, food, mining and also the pharmaceutical industry. By adapting a hyperspectral camera with a real-time processing core, Chemical Color Imaging turns the camera system to an easy-to-understand and intuitive configurable “chemical color camera”. Since the output data is in a standardized machine vision format, all available image processing solutions can be facilitated for tasks like decision generation, counting or monitoring based on chemical information.
The methods of Chemical Color Imaging provide unique possibilities:
- Configuration data sets for camera systems by applying highly abstracted and plain statistical methods
- Simple and intuitive handling of hyperspectral data
- Novel classifications of chemical and molecular information by using image processing methods
- Interpretation and processing of chemical and physical properties as relative information (expressed by colors)
- Ratings of distributions of chemical and physical information by using image processing methods.
Chemical Color Imaging - Proof of Concept

The Bridging of Hyperspectral Imaging and Machine Vision

Chemical Color Imaging vs Hyperspectral Imaging




Follow Us




