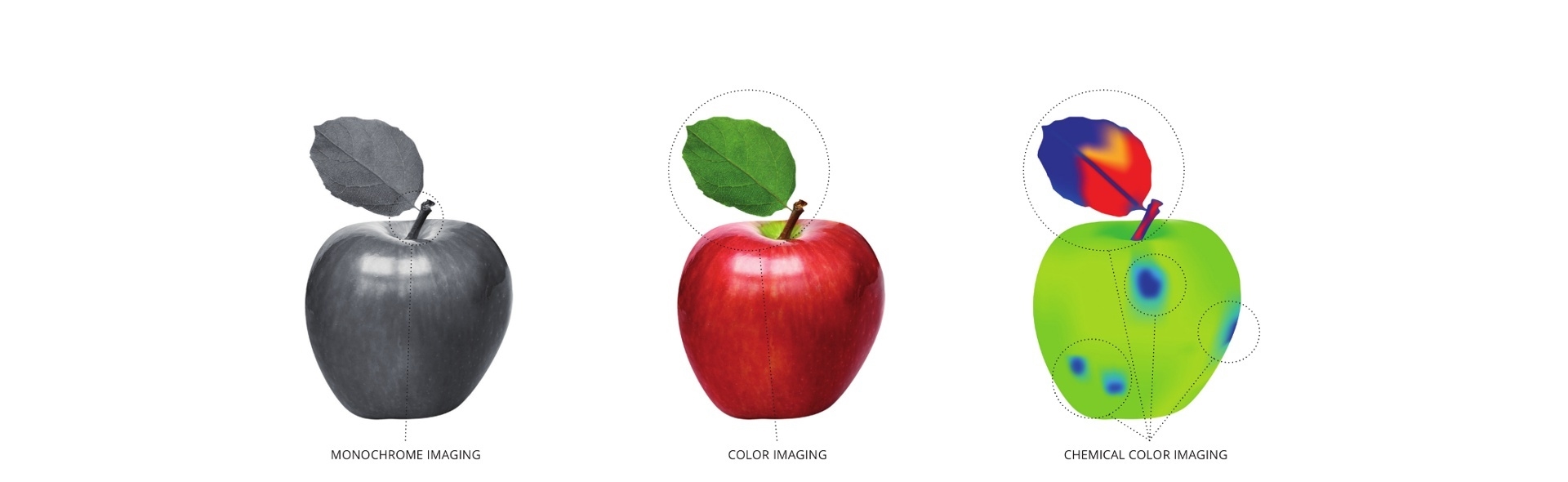
Non-contact quality control (inline) of multi-layer lacquering using Chemical Sensing.
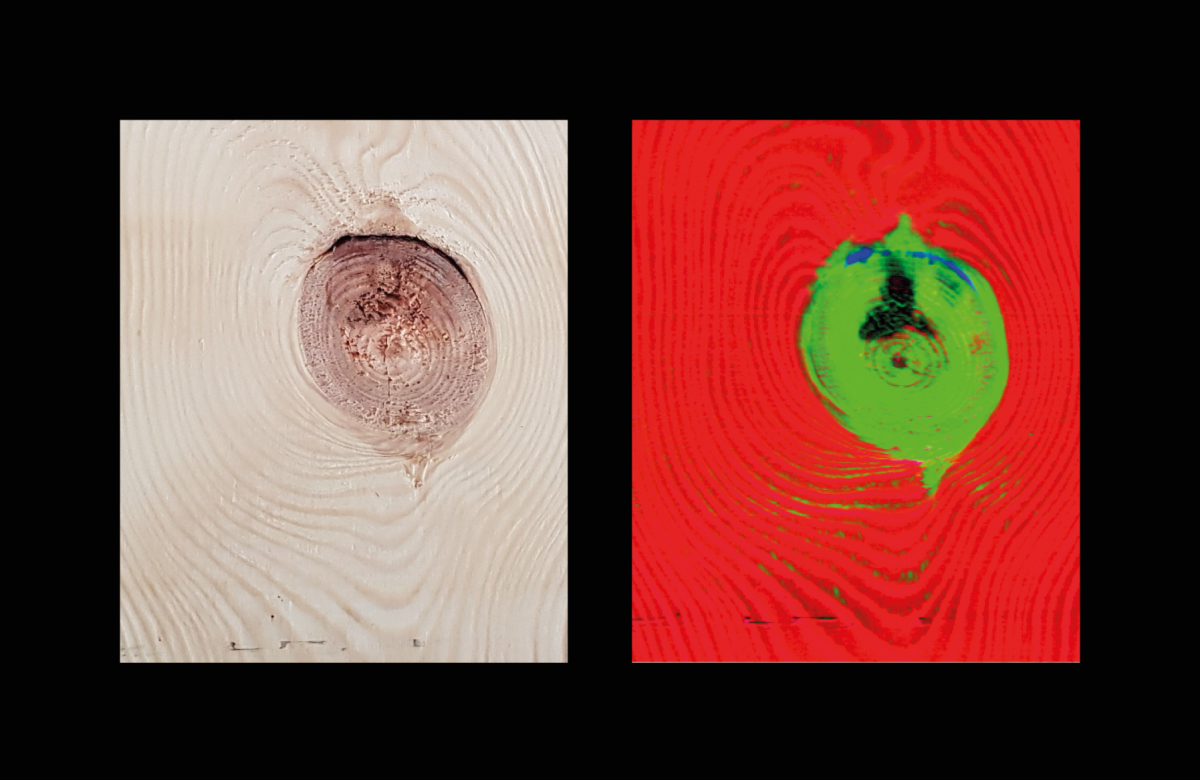
Real-time inspection using Chemical Sensing for heartwood, sapwood, knots and wood defects etc.
Beitrag der Perception Park in der Fachbeilage Verpackung und Kreislaufwirtschaft in der Frankfurter Allgemeinen Zeitung (FAZ):
circular economy - highly accurate polymer detection.
Beitrag der Perception Park im Packaging Journal:
End-of-line quality check - food safety.
By using the Perception HEAD you are able to detect the structure of the defect in the wood. This allows chemical features such as blue stain, soft spots, knot rot, resin pockets as well as knotho
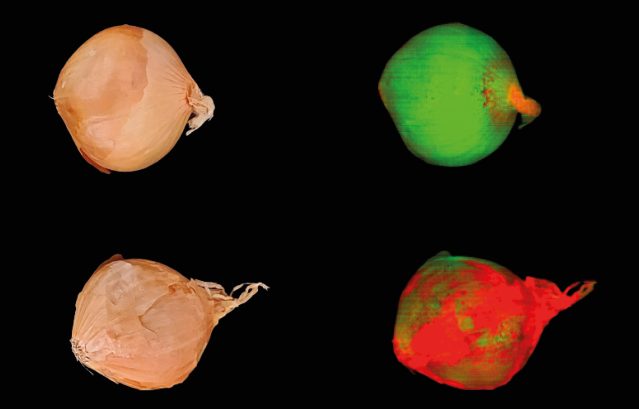
Is This Too Moldy? Sick of playing guessing games with moldy onions?Onion with skin. Onion rotting on the inside, but not visible to the naked eye from the outside.
wood inspection - next generation